El monitoreo de condiciones de los componentes críticos de las máquinas ofrece enormes beneficios para la productividad de una planta. En lugar de que el motor, la bomba o el compresor fallen inesperadamente y la máquina no funcione hasta que se instale una pieza de repuesto, el monitoreo de la condición de esas piezas críticas en la máquina puede proporcionar señales de advertencia de que algo está a punto de salir terriblemente mal.
Las mediciones de vibración en equipos rotativos pueden detectar cuando hay un desequilibrio o degradación en los elementos de los rodamientos. La medición de temperatura puede detectar cuándo un componente se sobrecalienta y debe enfriarse. Otras detecciones ambientales, como la humedad y la presión ambiental, pueden alertar a alguien para que investigue por qué se acumula humedad o presión en un componente o en un área.
Estos puntos de medición normalmente son tomados por acelerómetros específicos, sondas de temperatura, sensores de humedad y presión y luego analizados a través de instrumentos de alta gama con software de análisis especial. Normalmente, estos instrumentos y softwares están separados del sistema de controles PLC. Esto significa que incluso cuando los datos indican un problema potencial futuro, se deben tomar medidas por separado para detener el funcionamiento de la máquina.
El uso de sensores de monitoreo de condición inteligentes con IO-Link, permite que estas alarmas y variables medidas estén disponibles directamente en el sistema PLC en tiempo real. Algunos sensores de monitoreo de condición ahora incluso tienen microprocesadores integrados que analizan inmediatamente las variables medidas.
El sensor se puede configurar específicamente para los límites de medición del dispositivo que está monitoreando, de modo que el sensor pueda emitir una advertencia o alarma a través del canal de comunicaciones IO-Link al PLC una vez que se hayan alcanzado esos umbrales. De esa manera, cuando se presenta una condición de advertencia, el PLC puede reaccionar inmediatamente a ella y esto implica enviar una alerta en una HMI o detener la máquina para que deje de funcionar hasta que el componente identificado sea reparado o reemplazado.
Tener el sensor de monitoreo de condición en IO-Link tiene muchas ventajas. Como el estándar IEC61131-9, IO-Link es una subred abierta y no es propiedad de ningún fabricante. El protocolo en sí está en el nivel del sensor / actuador y es independiente del bus de campo. IO-Link permite que el sensor de monitoreo de condición se conecte a redes Ethernet / IP, Profinet y Profibus, CC-Link y CC-Link IE Field, EtherCAT y TCP / IP independientemente del PLC. Usando una puerta de enlace maestra IO-Link, se pueden conectar múltiples sensores de monitoreo de condición inteligente y otros dispositivos IO-Link a la red de controles como un solo nodo.
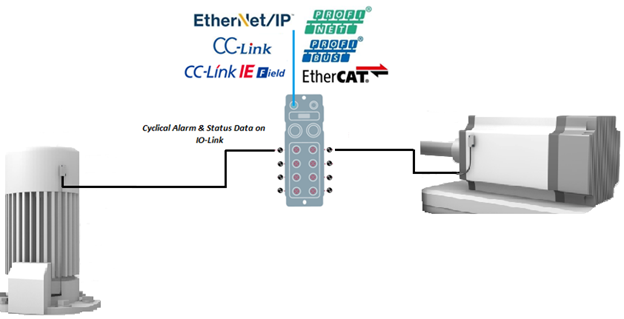 Esta imagen muestra dos sensores de monitoreo de condición conectados a una sola dirección en la red. En este ejemplo, un solo Gateway permite conectar hasta ocho sensores de monitoreo de condición IO-Link.
Esta imagen muestra dos sensores de monitoreo de condición conectados a una sola dirección en la red. En este ejemplo, un solo Gateway permite conectar hasta ocho sensores de monitoreo de condición IO-Link.
A través de IO-Link, el canal acíclico estándar del PLC se puede utilizar para configurar los parámetros de las condiciones de alarma medidas para que coincidan con el dispositivo específicos que el sensor está monitoreando.
Las comunicaciones cíclicas estándar del PLC se pueden usar para monitorear los bits de estado de alarma desde el sensor de monitoreo de condición. Cuando se alcanza el límite de una alarma, el bit de estado de alarma aumenta y el PLC puede reaccionar en tiempo real para controlar la máquina. Esto alivia la carga de analizar los datos de monitoreo de condición del sensor desde el PLC mientras el sensor está haciendo todo el trabajo.